Расчет параметров экономической эффективности от внедрения автомата в производство
Расчет нормы штучного времени изготовления ролика на автомате
Исходные данные:
Оборудование - холодновысадочный автомат.
Заготовка - моток проволоки.
Материал роликов - ШХ 15.
Таблица 3.1
|
№ |
Способ включения автомата |
Число ходов ползуна, ход/мин. |
Вид муфты, К |
Масса мотка проволоки(mМ), кг |
Масса ролика(mд), кг | |
|
11 |
8 кнопок |
базовое |
30 |
1,125 |
150 |
0,06 |
|
проектное |
38 | |||||
Производственная годовая программа выпуска NГ = 100000 шт.
Количество рабочих дней - 252 дн.
Количество деталей, производимых в день: ![]()
При двухсменной работе - 199 шт./смена
Количество смен в году: ![]()
Сменное задание в первой декаде месяца: 9000 шт./месяц
Организация труда бригады - несъемное производственное задание.
Горизонтальное расположение мотка на стойке. Запасная зона с элементами прижима мотка.
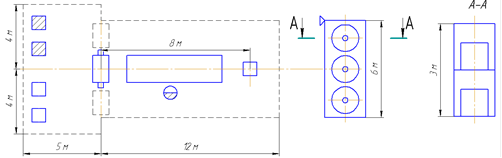
Рис. 5. Планировка рабочего места
Последовательность расчета количества ящиков и мотков:
. Количество деталей в мотке:
![]()
. Количество мотков:
![]()
. Количество ящиков необходимое для программы выпуска:
Количество мотков в месяц:
![]()
Выбираем ящики вместимостью: 3000 шт.
Количество ящиков в месяц: 4 ящ./месяц
Вес ящиков с учетом массы деталей:
![]() ,
,
где чистый вес ящиков: ![]() .
.
Так как работа на холодно-высадочном автомате относится по ее характеру к автоматической работе, то доля машинного времени по отношению к оперативному значительна, поэтому во время наблюдения (пассивного) рабочий может выполнять другие элементы операции, например, подготовку к следующему циклу работы на автомате.
На основании нормативных материалов рассчитываются нормы времени на выполнение элементов производственного процесса изготовления ролика с учетом множественной заготовки (моток) (табл. 3.2).
Таблица 3.2
Сводная таблица трудоемкости изготовления детали
|
Содержание работы |
№ карты |
№ позиции |
Время на программу выпуска деталей, мин | |||||
|
Основное, мин |
Вспомогательное, мин. | |||||||
|
перекрываемое (параллельное) |
не перекрываемое (последовательное) | |||||||
|
1 |
2 |
3 |
4 |
5 |
6 | |||
|
Включение автомата |
1 |
10 |
0,032⋅4мотка⋅12= =1,536 | |||||
|
Один двойной ход ползуна |
2 |
- | ||||||
|
Базовый |
2 |
23 |
0,037⋅100000= =3700 | |||||
|
Проектный |
2 |
27 |
0,030⋅100000= =3000 | |||||
|
Установка мотка проволоки на стойку вручную |
32 |
- |
Т.к. масса мотка проволоки больше 30 кг, данная карта не используется. | |||||
|
Перекатывание мотка проволоки |
33 |
- |
Т.к. масса мотка проволоки больше 30 кг, данная карта не используется. | |||||
|
Заправка мотка проволоки |
35 |
- | ||||||
|
Выпрямить конец мотка проволоки |
35 |
1 |
0,46⋅(4-2) 12⋅1,2*= =13,248 |
0,46⋅(1+1)⋅12⋅1,2*= =13,248 | ||||
|
Отрезать конец мотка проволоки для проверки |
35 |
2 |
Т.к. на предприятии применяется централизованная система обслуживания рабочих мест, данная операция выполняется на центральном складе (входной контроль). | |||||
|
Установить конец мотка проволоки в правильные ролики |
35 |
3 |
0,061⋅4⋅12⋅1,2*= =3,5136 | |||||
|
Продвинуть конец проволоки до упора, отрезать конец проволоки отрезным ножом |
35 |
4 |
Не отвечает требованиям конструкции автомата | |||||
|
1 |
2 |
3 |
4 |
5 |
6 | |||
|
Разрезать мягкую упаковку |
45 |
1 |
Т.к. на предприятии применяется централизованная система обслуживания рабочих мест, данная операция выполняется на центральном складе (входной контроль). | |||||
|
Резать металлическую вязку ножницами в четырех местах |
45 |
3 |
0,315⋅(4-2)⋅12=7,56 |
0,315⋅1моток⋅12=3,78 | ||||
|
Развязать (завязать) одну металлическую вязку |
45 |
4 |
0,11⋅1моток⋅ ·4 вязки⋅12=5,28 |
0,11⋅1моток⋅ ·4 вязки⋅12=5,28 | ||||
|
Развести правильные ролики холодновысадочного автомата |
45 |
10 |
0,015⋅(4+1) 12=0,9 | |||||
|
Зажать правильные ролики холодновысадочного автомата |
45 |
11 |
0,017⋅4⋅12=0,816 | |||||
|
Вынуть отход из правильных роликов холодновысадочного автомата |
45 |
12 |
0,17⋅4⋅12=8,16 | |||||
|
Застропливание и расстропливание |
43 |
- | ||||||
|
Моток (3 захвата) 0,076+0,055= =0,131 |
43 |
5 |
(4-1)⋅12·0,131=4,716 |
(1+1)⋅12⋅0,131=3,144 | ||||
|
Ящик |
43 |
5 |
0,131⋅4ящика⋅12= =6,288 | |||||
|
Перенос ящика к автомату |
34 |
1 |
Выполняется в процессе обратного хода рабочим из зоны складирования ящиков |
0,1·4/1,5·1·12=3,2 | ||||
|
1 |
2 |
3 |
4 |
5 |
6 | |||
|
Перемещение |
47 |
- | ||||||
|
Моток |
47 |
27 |
[(12+12)·2·0,01+6·2· ·0,03+3·2·0,11]· ·(4-1)·12=54 |
[(12+12)·2·0,01+6·2· ·0,03+3·2·0,11]· ·(1+1)·12=36 | ||||
|
Ящик |
47 |
27 |
[(8+8+5+5)·2·0,01+ +(4+4)·2·0,03]·4·12= =48 | |||||
|
Итого: |
П: 3700 Б: 3000 |
84,804 |
133,8656 | |||||
|
Оперативное время |
Б: tоп= tосн+ tвн=3700+133,8656=3833,8656 (мин.) П: tоп= tосн+ tвн=3000+133,8656=3133,8656 (мин.) | |||||||
Другое по теме
Сводный индикатор
Недавний мировой финансово-экономический кризис, подвергший
спаду экономики большинства стран, еще раз доказывает важность понимания
экономических циклов и совершенствования инструментов прогнозирования развития
экономики.
Одним из таких методов является построение сводного
опережающего инд ...